Manufacturing of component parts by shape welding
|
The shape welding technology presented on this page is a specialized
process for the manufacture of plant sub-components consisting of all
weld-metal.
Products made of low and high-alloy steel can be rapidly and economically
produced using advanced shape welding practices, which positively ensure that the
specified physical properties are fully achieved.
When small parts or components of medium size are to be manufactured as replacements during maintenance, the shape welding technology is particularly
suitable because of its short production times.
The submerged-arc welding process used for shape welding is a highly
productive mechanized welding technology widely applied in nuclear engineering
when steels for both primary and secondary loop components are to be welded. A major asset of this practice is that excellent isotropic physical properties
are achieved by application of the multi-layer welding technology.
|
|
Current applications.
Shape welding has been used for many years to add weld metal
on forgings, as shown for instance in Fig.
15, where arrows indicate the location of
material completions of this kind at the priviously mentioned
"Atucha 2" shell flange.
The major benefits of this technology are:
- simplified and
less expensive forging,
- short
production time,
- low additional
expenditures,
- except for stress-relieving there is no need for
other heat-treatments (such as quenching and
tempering). |

Fig.
15 |
The two main production methods of shape
welding
Starting from this positive experience, development works had been performed in
nuclear apparatus fabrication aiming at qualifying of shape welding as a
process eligible for sub-components manufacture.
As a result of these studies, two different methods of
production were
used for applications in nuclear engineering, i.e.
- shape welding around a vertical axis, and
- shape welding around a horizontal axis.
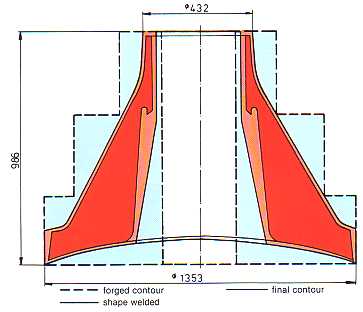
Fig. 16 |
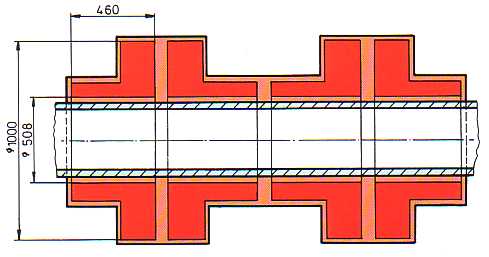
Fig.
17 |
The first approach of welding around a vertical axis is
the simplest one, and is to be preferred especially for rotationally symmetric
products of large size. It is also preferred whenever the product contours are
of a complicated configuration.
A
typical example of small size application is shown in Fig.
16 illustrating the design of a SG feed-water nozzle with complicated
geometrical contours.
For nozzles with more favorable geometrical contours the shape welding
around a horizontal axis is more suitable, especially when several
identical products are required as shown in Fig. 17.
Pursuing this approach, a total of 4 identical nozzles were shape welded in
one operation.
Fig. 18 shows the semi-finished product after stress-relieving, while
Fig. 19 illustrates a machined blank taken from the semi-product for the manufacture of
2 nozzles.
|
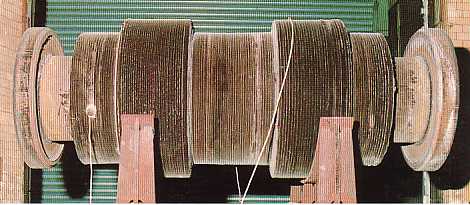
Fig. 18 |
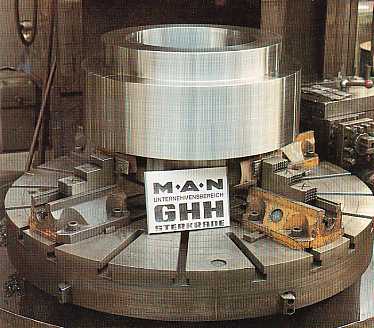
Fig.
19 |
Procedure qualification
The submerged-arc technology is a fully qualified welding process that has
been in use for many years in heavy apparatus construction. When adopting
suitable wire/flux combinations, physical properties are achieved in the
material which safely fulfills the high quality requirements to be satisfied by
steel in nuclear engineering.
For manufacturing shape welded parts same
wire/flux combination have been used as for conventional welding of
the forged MnMoNi reactor steel quality
(20 MnMoNi 5 5 according to KTA 3201.1, Part 1).
To qualify this production method, the nozzles in stress-relieved condition
were tested comprehensively. All physical properties to be achieved according to
the applicable specifications for primary-loop components of light-water
reactors were fully accomplished (i.e. German nuclear standards KTA 3201.1
relating to materials and KTA 3201.3 relating to manufacture, as well as VdTÜV
series 401 material standards).
The most important test results can be seen in Figs
20 to 25.
The strength properties, which were tested at 20 °C (Figs
20 and 21) and 350
°C (Figs 22 and 23), are within very close tolerance limits without any
dependence on the sample location.
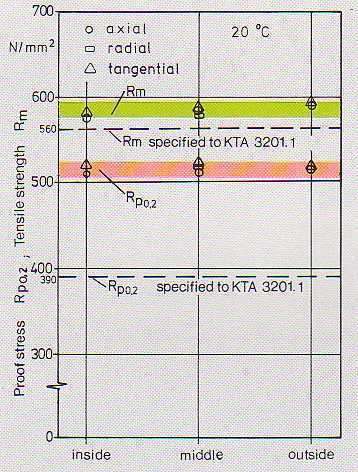
Fig. 20 |
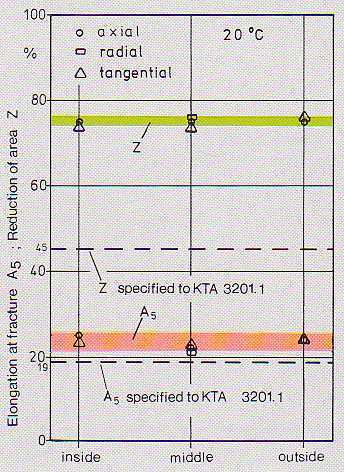
Fig. 21 |
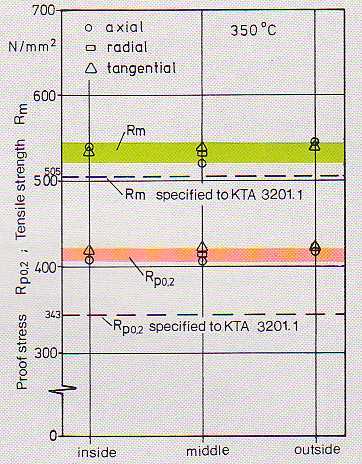
Fig. 22 |
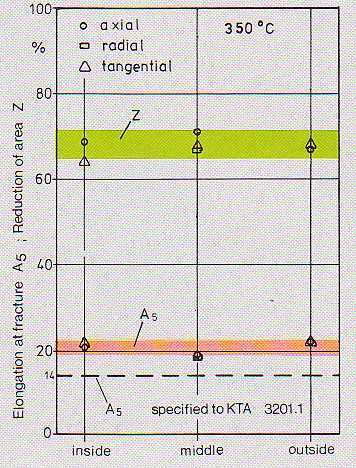
Fig. 23 |
The most prominent toughness values characterizing the isotropic toughness
response have been represented by the Av-t (energy absorbed / temperature) curve in Fig. 27, and by the energy absorbed during impact testing
at 0 °C (Fig. 28).
|
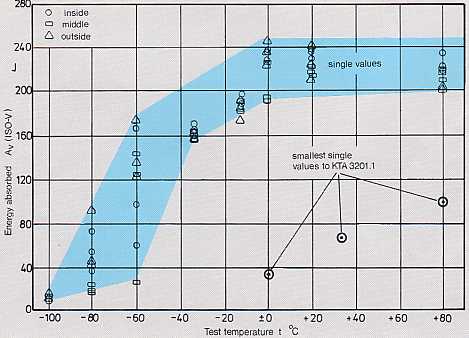
Fig.
24 |
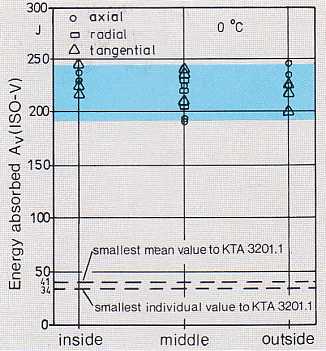
Fig. 25 |
Further requirements such at the fracture appearance transition temperature
TNDT ≤ -5 °C are fulfilled with a wide safety
tolerance.
Major advantages in terms of quality include the following:
- High homogeneity with regard to both chemical analysis and grain
structure,
- isotropic physical properties,
- high ductility, and
- high toughness at low temperatures.
According to the German Safety Standard KTA 3201.1, Part
1, Chapter 29, Product forms and components from ferritic steels
fabricated by shape-welding, the following two types
8
MnMoNi 5 5, and
10 MnMoNi 5 5
are already acceptable for the production of nuclear primary
components. The first one - 8 MnMoNi 5 5 -
was developed by MAN GHH.
Future outlook
Shape-welding technique opens up a new perspective for
designing heavy nuclear components mainly with a view to realizing the idea of
“seamless components” of any size. This point is illustrated in Fig.
26, based on the example of a 1300
MW reactor pressure vessel.
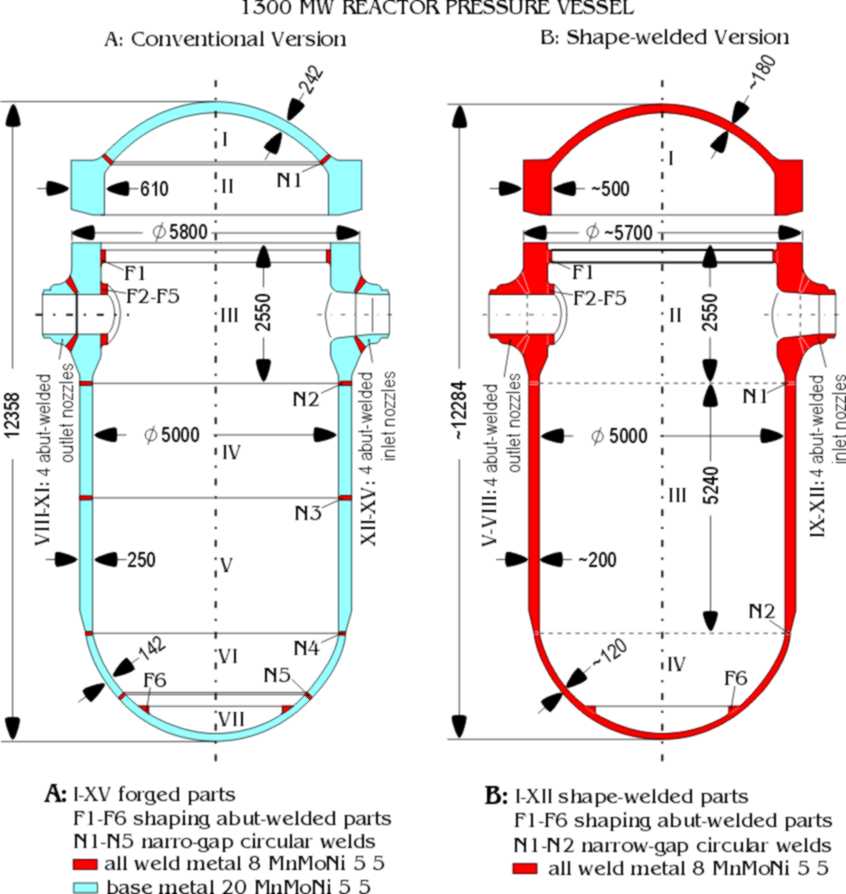
Fig. 26
In the shape welded version (B in Fig. 26) the number of
circular welded joints are not only reduced from 5 to 2, but at the same time
the remaining 2 welds have lost the classical meaning of “welds” because no
difference exist between the three characteristic zones of
“weld metal”, “HAZ” and “base metal”; all three zones consist
of the same isotropic
MnMoN all weld metal and have identical chemical
composition, microstructure and mechanical properties.
For this reason, in case of seamless
components the question of economy cannot be decided simply by
comparing the prices of shape-welded parts and forged parts. Savings
realized with the new steel in wall thicknesses, in circular welds, in complete
corrosion resistant cladding layers (single layer instead of multiple layer),
in
the extent of examinations, and in repeat tests at the user, as well as in
reduced delivery periods and grater availability of plants, can all tip the
scales in the end in favour of shape-welded heavy components.
In
conclusion, the German experience of manufacturing primary
nuclear components of very large dimensions and wall thicknesses is a solid basis for
the development in the 21st
of reactor pressure vessels and steam generators made from isotropic shape
welded steel 8 MnMoNi 5 5.