| [Home] [Materials] [Weld Analysis] [Narrow-Gap SAW] [18/8 Cladding] [Nozzle Cladding] [Shape Welding] [Contact] |
MMAW of austenitic 18/8 Cr-Ni cladding
Defects in austenitic manual weld claddings can cause one of the most difficult and expensive repair problems in the production of nuclear primary components. Therefore permanent and special attention was given to this production task.
In austenitic l8/8 Cr/Ni alloys, the delta ferrite (δ-Fe) content must be kept within specified limits (usually 4 to 10 %). This prerequisite serves on the one hand (δ-Fe = min. 4 %) to achieve a hot crack free primary structure, and on the other hand (δ-Fe = max. 10 %) to avoid embrittlement or loss of corrosion resistance due to δ-Fe disintegration on reheating, as a result of subsequent weld beads and stress relieving heat treatments.
Special care is to be taken to meet this requirement when welding the first cladding layers that are more susceptible to fluctuating δ-Fe contents due to dilution with the adjoining low-alloy base material. This principle is more or less applicable to all weld cladding processes as no complete homogenization takes place during dilution with the base material and the first layer always shows higher differences in concentration than the second cladding layer. The concentration gradient is most predominant in the zone of the first cladding layer near the fusion line. For this reason special steps are taken to limit it to the most possible narrow interfacial area.
In case of mechanical cladding processes, these measures essentially comprise an optimization of the chemical composition of the weld metal with reference to the welding data selected. In case of MMAW with covered electrodes, however, it is necessary to take more elaborate measures, because parameter fluctuations have to be reckoned with in this process, both as a result of unavoidable variations of the arc length and discontinuities in the electrode operation on the part of the welder. These measures have a special significance in view of the relatively wide application enjoyed by the manual arc welding process for weld overlays of this type. There are a number of zones which cannot be clad by mechanical welding processes so that MMAW electrodes are exclusively used for weld deposition in such cases.
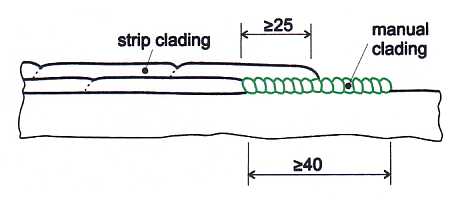
| This, for example, concerns all border zones of double-layer strip weld overlays sealed with a manually clad layer about 40 mm wide as shown in Fig. 5. Likewise, there are other cladding zones such as attachment welds, geometrically curved nozzle connections, non-positioning conical vessel surfaces, or polar zones of spherical heads of vessels, etc. which cannot be welded by any other process. | Fig. 5 |
Special metallurgical features of the buttering layer
The transition from the low-alloy base metal to the high-alloy cladding material is bridged using a buttering layer. Its amount of base metal depends on the geometry of the individual weld beads. Closely deposited beads result in a thick buttering layer having a small proportion of base material. On the contrary, when the weld beads lie more on the base material and overlap each other only slightly a thin buttering layer with a large base material proportion is obtained. Relatively low carbon contents in the base metal can shift primary solidification from the ferritic into the austenitic zone promoting hot-crack susceptibility of the buttering layer due to the highly austenitizing effect of carbon (C).
Thus in buttering layers welded with rod electrodes a constant degree of dilution with the base material can only be obtained through a constant layer thickness and constant welding parameters. A "normal" buttering layer is described as one that is obtained from the specific welding behavior of the rod electrode and which the chemical composition of the rod electrode corresponds to.
|
Hot cracks are caused by excessive dilution with the base metal when entire beads solidify austenitically and impurities segregate to the grain boundaries. A typical crack of that kind is shown in Fig. 6. But an insufficient dilution with the base material can also have undesirable consequences as primary solidification can shift backwards into the ferritic zone giving rise to a structure enriched with delta ferrite which partly becomes embrittled during subsequent heat treatment (δ-Fe disintegration) and can cause cracks in side bend tests (Fig. 7). |

Fig. 6 |
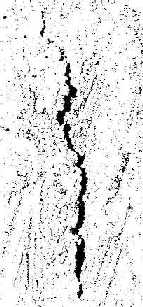
Fig. 7 |
The idealized chemical composition of the buttering layer to be aimed at is therefore a very limited zone. That is why even small variations from the base material percentages within individual beads cause extensive structural modifications with marked influence on the delta ferrite content.
The regularity of this structural formation however can be adversely affected by the movement of the molten bath due to thermal factors. This makes the occurrence of different modes of solidification distributed irregularly within the overall welding bead possible. Such structural formations can be exactly identified and investigated in detail with the help of color etchings. Figs 8 and 9 show two kinds of typical micro-structural configurations of austenitic claddings in different enlargements .
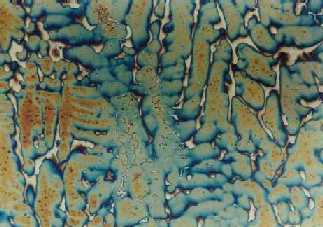
Fig. 8 |

Fig. 9 |
Another chemical element which plays an important role in weld cladding and which can cause irregular structure formations of this nature is nitrogen (N). It possesses a strong austenitizing effect like carbon does. Its presence in the weld metal has not so much to do with nitrogen pick-up from the base material but from the welding arc, especially when the arc is excessively long.
Although the occurrence of localized δ-Fe-free zones within individual welding beads of the buttering cladding layer is a current phenomenon, it is possible to keep these zones sufficiently small in order
- to prevent segregation-dependent hot crack formation, and
- to limit delta ferrite enrichment in the buttering layer to a maximum of 10%.
For this purpose it is necessary to use special MMAW electrode grades for 18/8 buttering claddings.
Welding procedures have been developed from the knowledge of the decisive influence of the two mentioned elements, viz. carbon from the base material and nitrogen from the welding arc atmosphere.
| [Home] [Materials] [Weld Analysis] [Narrow-Gap SAW] [18/8 Cladding] [Nozzle Cladding] [Shape Welding] [Contact] |